| ProCon说明 快速入门 运动控制 EtherCAT 实时程序 API函数 控件库 硬件说明 问题排查 示例代码 |
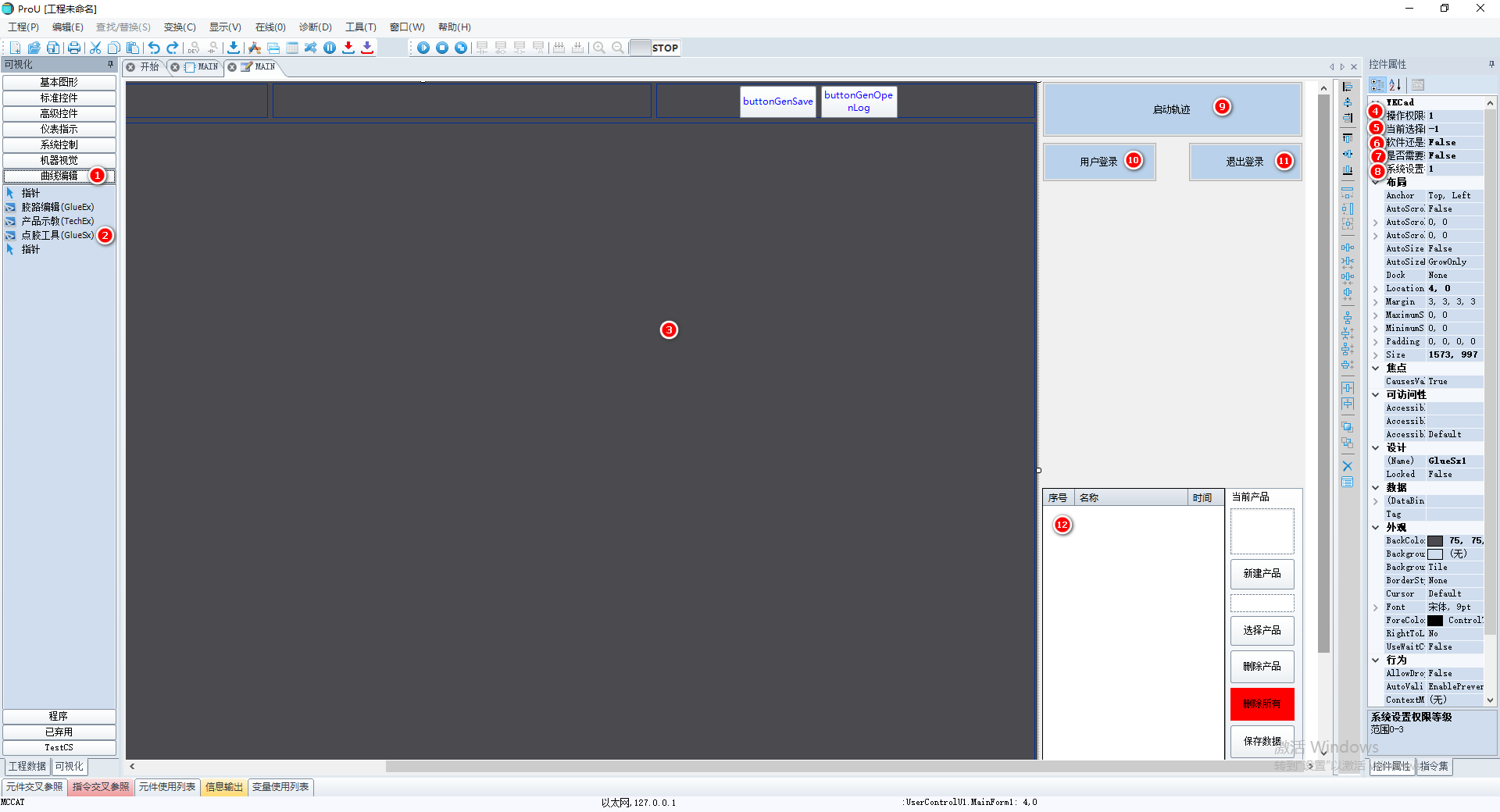
配置和说明
| 序号 | 注释 |
| 1 | 选择曲线编辑项 |
| 2 | 找到“点胶工具”控件,双击或者拖动将控件拖出,将控件位置调整好 |
| 3 | 点击控件,右边则会显示当前控件的控件属性 |
| 4 | 操作权限等级:编辑CAD图形,编译轨迹用的权限 |
| 5 | 当前选择的点胶平台序号:参数为VD序号,设置范围是-1-65530,类型int16位,切换平台时会将对应的平台号的序号写到该VD寄存器中,值从0开始,控件属性为-1时不启用该功能 |
| 6 | 软件还是控件:true为软件,false为控件,这里默认设置为控件 |
| 7 | 是否需要软键盘:true为修改参数时弹小键盘,false为修改参数时不弹软键盘 |
| 8 | 系统权限等级:根据当前权限判断系统设置界面是否隐藏,该权限可以设高 设置范围:0-3 |
| 9 | 启动按钮:prou上的按钮控件,点击后取反M0寄存器 |
| 10 | 用户登录:prou上的权限登录控件,用于登录权限 |
| 11 | 退出登录:prou上的权限退出控件,用于注销权限 |
| 12 | 全局配方:prou上的全局配方控件,点击产品管理,必须需要,否则数据不保存 |
注意:该控件必须配合全局产品控件使用,否则数据不保存
注意:该控件只可创建一个
1.打开ProR,至少三个轴的配置下载进去,并且能运行 `成功
2.打开ProH,测试环境可使用仿真模式
3.将ProU程序下载到proH,并重启ProH,可参考目录的例程程序
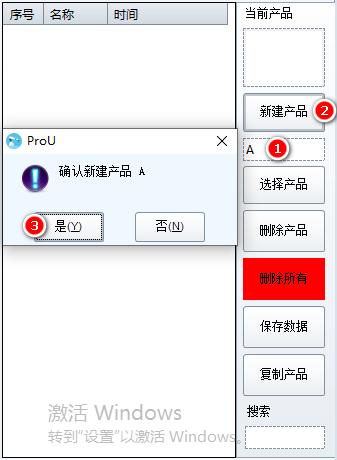
2.创建平台
| 序号 | 注释 |
| 1 | 在输入框中输入需要新建的产品名称 |
| 2 | 点击"新建产品"按钮 |
| 3 | 点击"是"按钮确认 |

| 序号 | 注释 |
| 1 | 点击"设置"按钮 (注意每次启动软件后都需要先登录,参考下一节用户登录) |
| 2 | 点击"系统配置" |
| 4 | 根据平台数量增加对应的平台数 |
| 5 | 名称:用于区分平台名称 |
| 6 | 复制分组:用于平台之间互相复制轨迹数据,号码为相同的为一组,互相可以复制。 |
| 7 | 坐标系:轨迹运行时的坐标系号,注意相同时间内不可有相同的坐标系同时运行 |
3.系统设置
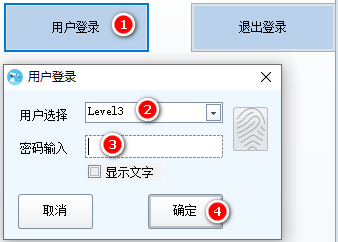
| 序号 | 注释 |
| 1 | 点击登录按钮 |
| 2 | 选择用户,level3为最高权限 |
| 3 | 选择用户后输入密码。 例程的Level1密码为1,Level2密码为2,Level3密码为3。 |
| 4 | 选择用户后输入密码。 例程的Level1密码为1,Level2密码为2,Level3密码为3。 |
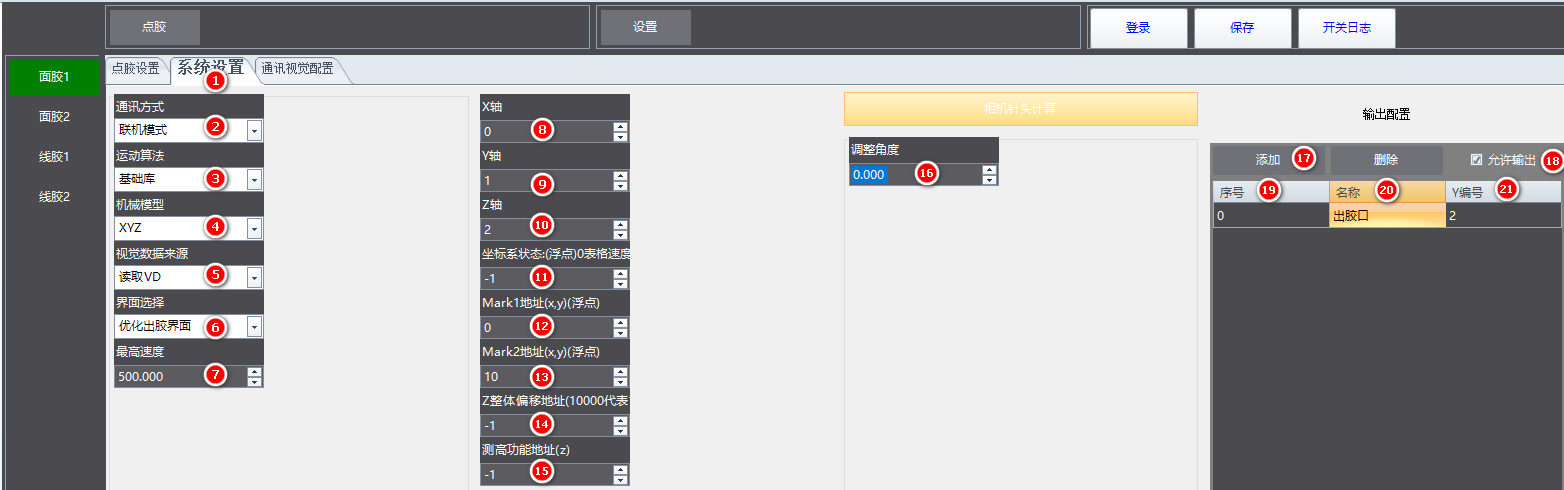
| 序号 | 注释 |
| 1 | 系统设置页面 |
| 2 | 联机模式:默认使用联机模式 |
| 3 | 运动算法: 基础库:默认使用 CNC库:高级轨迹算法,需要单独授权 |
| 4 | 机械模型:修改后重启第二列的参数会发生变化 旋转点胶:带R轴的旋转点胶,目前只支持直线和点。
异步双阀: 普通的XYZ轴上在带一个小XY轴和一个针头,可以同时点两个产品,两个产品的角度可以不一样
|
| 5 | 视觉数据来源:配合ProH默认使用读取VD 拍照流程:通过软件自带的视觉流程获取的Mark点坐标值 读取VD:通过ProH的VD寄存器读取到的Mark点坐标值 界面设置:通过界面设置视觉Mark点的值 VD寄存器:双字寄存器,可用于存放双整型和浮点数数据 |
| 6 | 界面选择:目前只支持优化出胶界面,旧界面不维护 |
| 7 | 最高速度:轨迹最高速度限制 |
| 8 | X轴编号 |
| 9 | Y轴编号 |
| 10 | Z轴编号 |
| 11 | 坐标系状态:VD寄存器地址:占用2个浮点数,-1为功能不启用 |
| 12 | mark1地址:VD寄存器地址:占用2个浮点数,-1为功能不启用 |
| 13 | mark2地址:VD寄存器地址:占用2个浮点数,-1为功能不启用 |
| 14 | Z整体偏移地址:VD寄存器地址:占用1个int32,-1为功能不启用 |
| 15 | 测高地址:VD寄存器地址:占用10地址,-1为功能不启用 地址0:数据类型(int16) 0为正常点胶模式 1为测高模式,Z轴plc自己定位 2为点胶轨迹+测高高度 |
| 16 | 调整角度:无特殊作用 |
| 17 | 添加:添加出胶IO号 |
| 18 | 允许输出:去掉勾选时跑轨迹不输出IO |
| 19 | 序号:目前默认使用第0列 |
| 20 | 名称:名称 |
| 21 | Y编号:输出口编号(PROEN上的编号) |
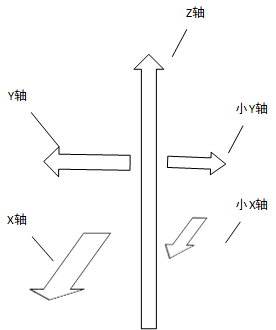
3.3机构模型为异步双阀的设置
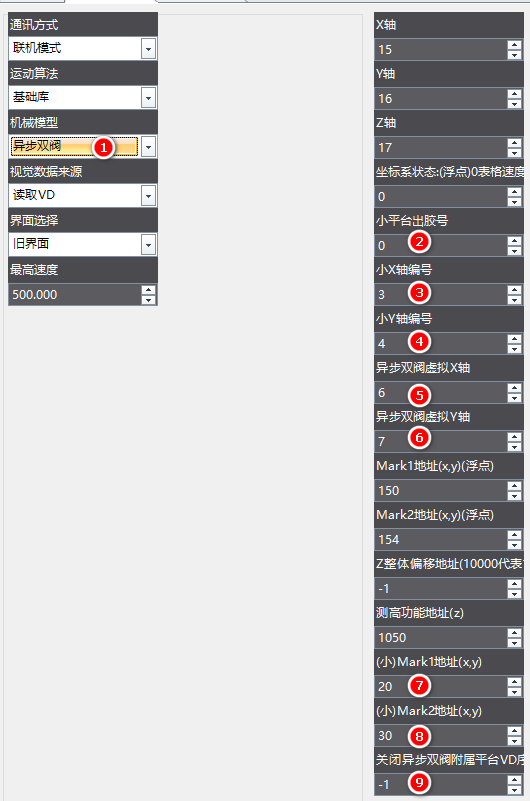
| 序号 | 注释 |
| 1 | 机构模型选择异步双阀,修改后需要重启软件 |
| 2 | 小平台出胶号:异步双阀附属阀的出胶号,8进制数 |
| 3 | 小X轴编号:异步双阀附属平台X轴编号 |
| 4 | 小Y轴编号:异步双阀附属平台Y轴编号 |
| 5 | 异步双阀虚拟X轴:虚拟平台跑轨迹的虚拟轴编号,可在实际轴后面多添加一些虚拟轴用来做中转,不要设置重复即可 |
| 6 | 异步双阀虚拟Y轴:虚拟平台跑轨迹的虚拟轴编号,可在实际轴后面多添加一些虚拟轴用来做中转,不要设置重复即可 |
| 7 | 小平台第一个mark点对应是视觉坐标的VD号,格式是X,Y,浮点数 |
| 8 | 小平台第二个mark点对应是视觉坐标的VD号,格式是X,Y,浮点数 |
| 9 | 关闭异步双阀附属平台::VD寄存器地址:占用1个int16地址,-1为功能不启用 |
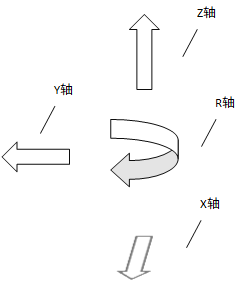
3.4机构模型为旋转点胶的设置
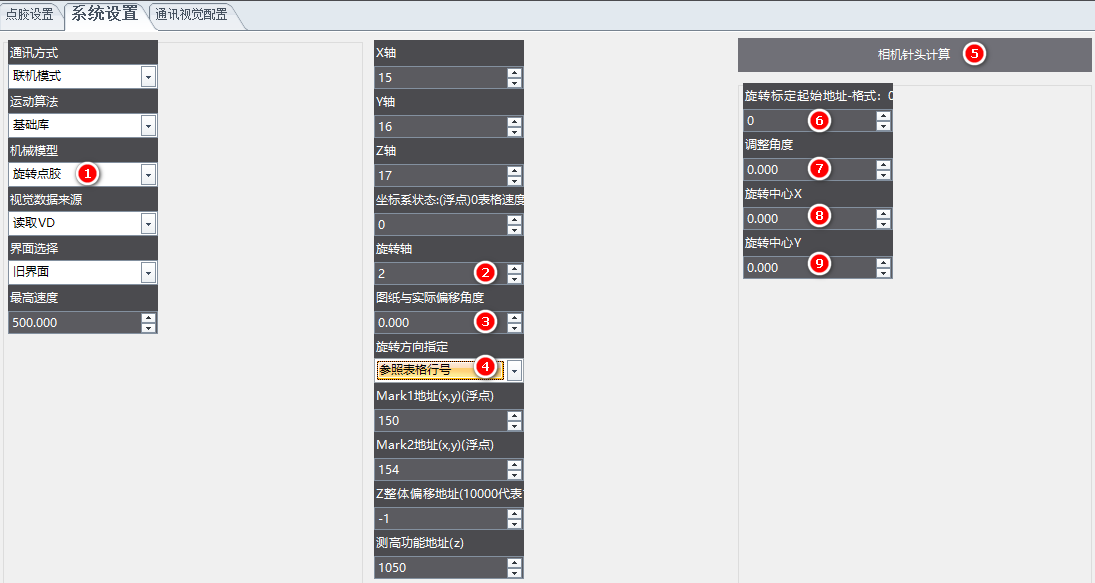
| 序号 | 注释 |
| 1 | 机构模型选择旋转点胶,修改后需要重启软件 |
| 2 | 旋转轴编号 |
| 3 | 图纸与实际偏移角度:图纸角度为CAD界面上直线的角度,旋转点胶跑轨迹时 |
| 4 | 旋转方向指定:分为三个 1.参照表格行号:旋转轴的角度完全按照直线的角度执行。 2.持续往正:根据表格中直线的角度,持续往正方向加,如果表格往后的角度低于上一条直线的角度,则当前直线的角度增加360°。 3.持续往正:根据表格中直线的角度,持续往反方向加,如果表格往后的角度大于上一条直线的角度,则当前直线的角度减少360°。 |
| 5 | 相机针头计算,通过旋转标定中得到的值计算出旋转中心的X坐标值和Y坐标值 |
| 6 | 旋转标定的起始地址:参数为旋转标定的标定数据来源。 标定动作:定位到一个标定位置,在0°的位置喷一个胶,不动xy的情况下旋转180°在喷个胶,用相机把两个胶的对中坐标拍出来,按照下面的格式填 数据格式:地址+0浮点数角度,目前默认180° |
| 7 | 调整旋转轴上的针头和XY平面的角度 |
| 8 | 旋转中心X坐标值,浮点数 |
| 9 | 旋转中心Y坐标值,浮点数 |

| 序号 | 注释 |
| 1 | 选择通讯视觉配置页面,该页面需要系统设置权限 上图的配置是例程控件可以使用的配置,按照上图来设置即可 |
| 2 | 通讯配置:汇总了需要进行通讯的序号,所有的序号都是VD寄存器,16位整形 |
| 3 | 名称:可填写中文,不可以超过16个中文字符 |
| 4 | 序号:VD寄存器地址,目前只支持16位整形的VD寄存器 |
| 5 | 功能:控件下只需要全自动运行和全自动停止即可。 |
| 6 | 通讯类型选择,选项为通讯配置中的配置的类型 |
| 7 | 联机信号的状态功能: 目前支持:全自动停止中,全自动运行中,报警信号,配置上之后才会生效 例如:报警中为1时,处于报警中状态 |
| 8 | 通讯类型选择,选项为通讯配置中的配置的类型 |
| 9-11 | 点胶流程步骤配置:按照图中的设置即可。 |
| 序号 | 注释 |
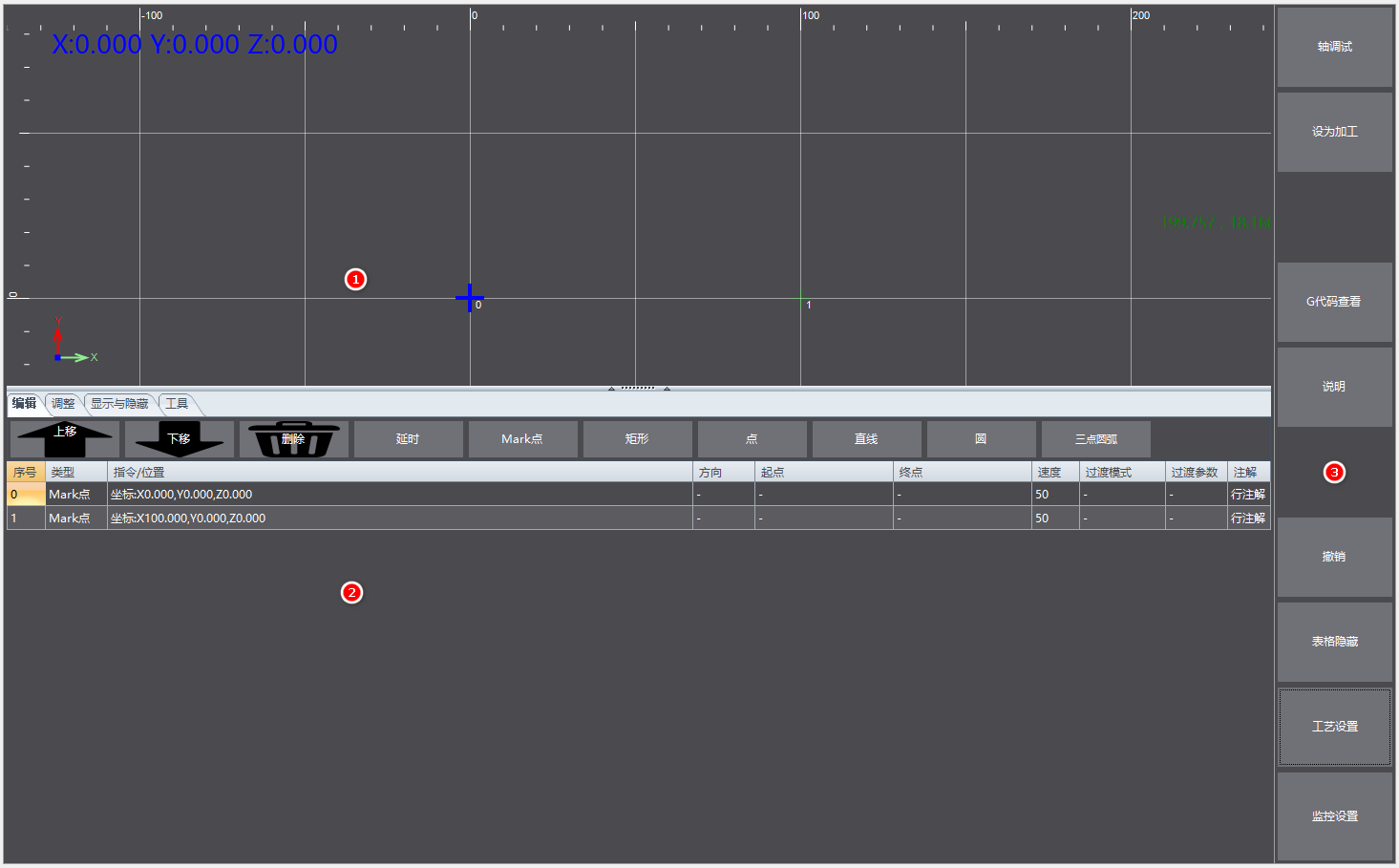
| 1 | CAD操作区: 1.根据表格数据自动生成图形。 2.可在CAD上拖拽图形进行编辑 。 3.显示当前位置,显示坐标点位置 ,自动运行时跟踪轨迹坐标 |
| 2 | 表格编辑区: 1.可编辑轨迹流程 2.右键表格:可示教位置,定位到目标点,可复制当前表格到轨迹分类名称相同的点胶控件 |
| 3 | 系统设置按钮区 |
注意:红色图形为加工图形
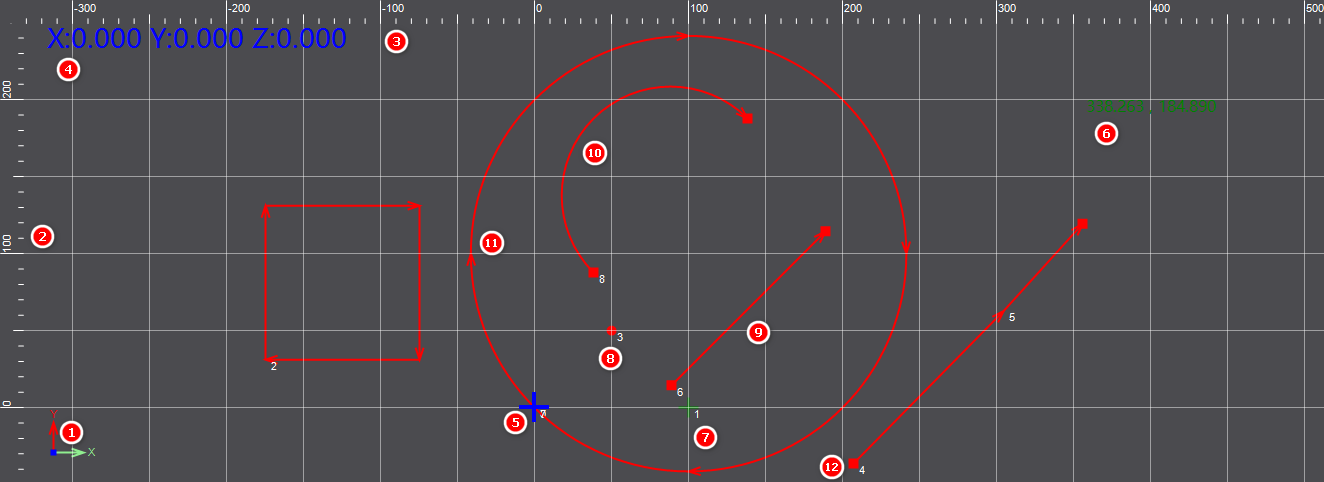
| 序号 | 注释 |
| 1 | 原点(0点)位置:可在系统设置中修改成“左上”“左下”“右上”“右下” |
| 2 | 纵坐标卡尺 |
| 3 | 横坐标卡尺 |
| 4 | 当前位置数字显示:根据轴号读取的编码器位置坐标 |
| 5 | 当前位置坐标显示:根据轴号读取的编码器位置坐标(带视觉的情况下会换算成跟图纸吻合的坐标) |
| 6 | 鼠标停留的位置 |
| 7 | mark点图形:为十字坐标类型 |
| 8 | 单点图形:为一个填充的小圆 |
| 9 | 直线图形:会显示带方向指示的直线图形 |
| 10 | 三点圆弧图形:会显示带方向指示的三点圆弧图形 |
| 11 | 整圆图形:会显示带方向指示的整圆图形 |
| 12 | 起点终点标识:在直线和圆弧上有一个红色的正方形代表起点终点标识,如果是连续的线段则连接处不会有个红色的正方形 |
| 序号 | 注释 |
| 1 | 编辑区:可添加图形以及IO设置,调整顺序 |
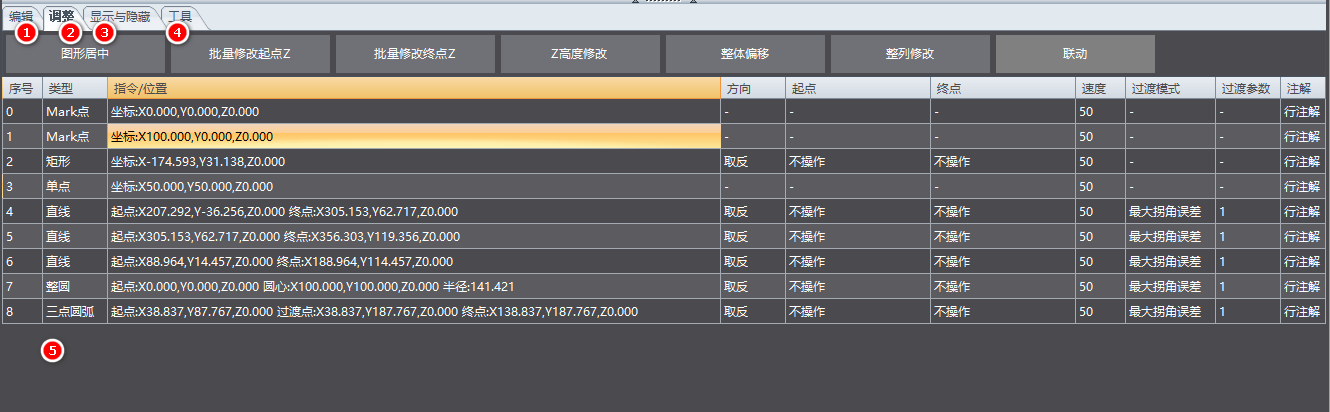
| 2 | 调整区:可调整表格数据,批量修改部分数据 |
| 3 | 显示与隐藏:可设置隐藏部分列 |
| 4 | 工具:CAD工具 |
| 5 | 表格内容显示 |

| 序号 | 注释 |
| 1 | 上移:用于调整表格中的顺序,选中表格中某一行,将此行的位置上移。 |
| 2 | 下移:用于调整表格中的顺序,选中表格中某一行,将此行的位置下移。 |
| 3 | 删除:用于删除表格中的某行,选中表格中某一行,将此行删除。 |
| 4 | 延时:往表格选中行后面添加,暂停轨迹延时一段时间后继续跑轨迹,单位是毫秒(ms)。 |
| 5 | mark:往表格选中行后面添加一个mark点,坐标为(0,0) 注:第一次加载数据时如果没有数据会自动添加两个mark点,坐标分别为(0,0)(100,100) 注:mark点作用是用于跟视觉做换算,表格第一个mark点跟视觉mark1关联,表格第二个mark点跟视觉mark2关联 |
| 6 | 矩形:可使用矩形涂胶功能,暂时不支持跑轮廓 |
| 7 | 点:往表格选中行后面添加一个单点,坐标为当前位置坐标,注:单点跑轨迹时先跑到Z轴位置,再定位XY位置 |
| 8 | 直线:往表格选中行后面添加一根直线的元素,起点为表格中最后一根直线的终点(如果没有直线则为0,0),终点为直线xy各自加100 |
| 9 | 圆:往表格选中行后面添加一个圆的元素,起点为表格中最后一个圆的圆心(如果没有圆则为0,0),圆心为起点xy各自加100. |
| 10 | 圆弧:往表格选中行后面添加一个圆弧的元素,起点为表格中最后一个圆弧的终点(如果没有圆弧则为0,0),过度点为起点y加100.,终点为起点xy各自加100. 注1:除了mark点其他元素都会生产G代码跑轨迹。 |
注:如果前面的IO是开的状态,后面再控制开则当前设置无效,反之关也一样。

| 序号 | 注释 |
| 1 | 图形居中:将CAD的图形居中显示。 |
| 2 | 批量修改起点Z:将(直线,圆弧,圆,点)的起点Z全部修改为弹框中设置的数。 |
| 3 | 批量修改终点Z:将(直线,圆弧(圆弧过度点),圆)的终点Z全部修改为弹框中设置的数。 |
| 4 | Z高度修改:将(直线,圆弧(圆弧过度点),圆)的起点Z和终点Z全部修改为弹框中设置的数。 |
| 5 | 整体偏移:将选中的(直线,圆弧,圆,点)XYZ全部整体偏移弹框中设置的数,单独偏移X可以只填X的框。 |
| 6 | 整列修改:选中(速度,加速时间,过度参数)列,点击整列修改,可将整列的值修改成一样的 |
| 7 | 联动:按钮绿色为联动 联动效果:在CAD上拖拽或者表格上直接修改两个及两个以上图形重合的点时,重合的点会一起变化。 |

| 序号 | 注释 |
| 1 | 位置参数:点击可隐藏(指令/位置,状态取反,延时/提前)列,再次点击可显示,状态是保存的。 |
| 2 | 速度参数:点击可隐藏(速度mm/s,加速时间ms)列,再次点击可显示,状态是保存的。 |
| 3 | 过度参数:点击可隐藏(缓冲模式,过度模式,过度参数)列,再次点击可显示,状态是保存的。 |
| 4 | mark:点击可隐藏表格中的mark点,再次点击可显示,状态是保存的。 |
| 5 | 测高:点击可隐藏表格中的是否测高列,再次点击可显示,状态是保存的。 |
注意:按钮颜色绿色为已隐藏
列说明:
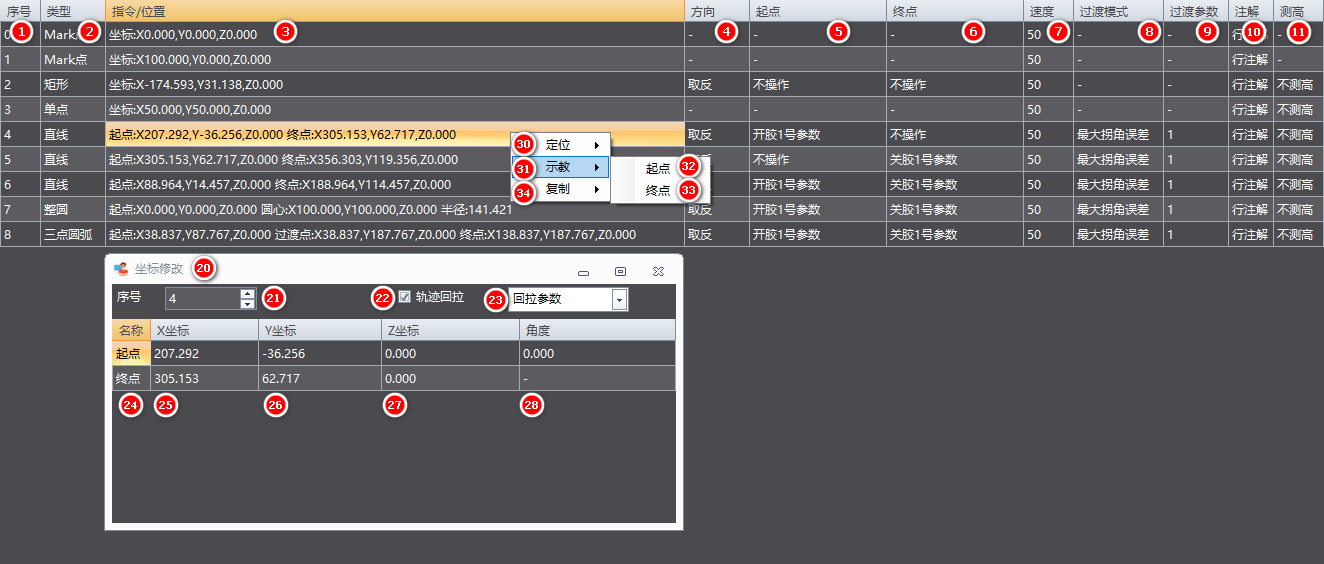
| 序号 | 注释 |
| 1 | 为行号,从0开始,CAD元素双击会弹框,弹框可以更直观的修改CAD坐标。 |
| 2 | 类型:为当前行的元素类型,CAD元素双击会弹框,弹框可以更直观的修改CAD坐标。。 |
| 3 | 指令/位置:根据不同类型显示不同的参数 1直线:显示起点和终点坐标 2整圆:显示起点圆心和半径 3mark点:显示点坐标 4单点:显示点坐标 5三点圆弧:显示起点,过度点,终点坐标。 6延时:点表序号,延时时间。 |
| 4 | 方向:方向取反 1.方向取反:直线,整圆,圆弧 |
| 5 | 起点:相对于起点对IO的操作,需要先在工艺参数里设置号IO的工艺属性在进行选择 |
| 6 | 终点:相对于终点对IO的操作,需要先在工艺参数里设置号IO的工艺属性在进行选择 |
| 7 | 速度mm/s:轨迹速度,只作用于(直线,圆弧,圆,点) |
| 8 | 过度模式:过度模式,默认为拐角误差,只作用于(直线,圆弧,圆,点)。 |
| 9 | 过度参数:过度参数,默认为1mm,单位mm,只作用于(直线,圆弧,圆,点) |
| 10 | 注解:可以为每行增加注释,便于后续维护 |
| 11 | 测高:是否测高 |
| 20 | 双击序号和类型时,如果对应行的类型是CAD元素,则会弹框 |
| 21 | 序号:当前弹框对应表格序号 |
| 22 | 轨迹回拉,当前为起点时的轨迹回拉名称,需要提前在工艺设置里的轨迹回拉设置好参数 |
| 23 | 轨迹回拉名称:与工艺设置里的轨迹回拉名称对应 |
| 24 | 名称:类型点的名称 |
| 25 | X坐标,修改后回车立即刷新到CAD图中 |
| 26 | Y坐标,修改后回车立即刷新到CAD图中 |
| 27 | Z坐标,修改后回车立即刷新到CAD图中 |
| 28 | 角度,修改后回车立即刷新到CAD图中 |
| 30 | 右键定位,根据不用的CAD元素可以定位到起点,终点,过度点等位置 在控件模式下:将XYZR(XY)的值传送到D8340 |
| 31 | 示教,根据不用的CAD元素可以示教到起点,终点,过度点等位置 |
| 32 | 起点 |
| 33 | 终点 |
| 34 | 复制:可将当前轨迹复制到其他平台上(相同组) |

| 序号 | 注释 |
| 1 | 轴调试按钮:点击弹出一个点动弹框 |
| 2 | 设为加工按钮:可以将当前的轨迹数据下发到系统后台,修改数据后点击设为加工才生效,轨迹运行过程中不可以设为加工。 |
| 3 | G代码查看:保留,只读 |
| 4 | 说明:简易使用说明 |
| 5 | 撤销:撤销上一步操作,最多撤销64次 |
| 6 | 表格隐藏:隐藏CAD下方的表格 |
| 7 | 工艺设置:会弹出一个工艺设置弹窗,包含自动抬起和Z轴限制输入等设置 |
| 8 | 监控设置:会弹出一个工艺设置弹窗,包含自动抬起和Z轴限制输入,加减速设置,回拉参数,开关胶参数,矩形涂胶参数 |
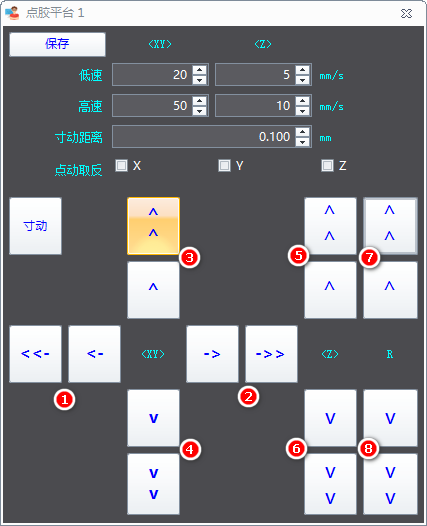
| 序号 | 注释 |
| 1 | X+:点击时X轴正方向移动一段距离 |
| 2 | X-:点击时X轴负方向移动一段距离 |
| 3 | Y+:点击时Y轴正方向移动一段距离 |
| 4 | Y-:点击时Y轴负方向移动一段距离 |
| 5 | Z+:点击时Z轴正方向移动一段距离 |
| 6 | Z-:点击时Z轴负方向移动一段距离 |
| 7 | R+:点击时R轴正方向移动一段距离(仅机械模型为旋转点胶时显示) |
| 8 | R-:点击时R轴负方向移动一段距离(仅机械模型为旋转点胶时显示) |
注意:控件不会直接控制轴运动,所有触发运动都由程序触发

| 序号 | 注释 |
| 1 | 自动抬起:两段轨迹中间是否需要自动抬起走到一个安全避让高度 |
| 2 | 抬起高度:安全避障高度 |
| 3 | 平移速度:两段轨迹中间不点胶时的速度。 |
| 4 | Z轴限制输入最小值:为了防止Z轴输错导致撞机 |
| 5 | Z轴限制输入最大值:为了防止Z轴输错导致撞机 |
| 6 | 误差范围:两个图形的点在此范围内就代表是连续的图形 |
| 7 | 加速度模式: 统一管理:统一使用⑧的加速度(建议使用) 分开管理:表格会增加一列加速度设置 |
| 8 | 加速度:统一管理的加速度 |
| 9 | 变加速度倍率:加速度*当前倍率为变加速度(默认即可) |
| 10 | 原点位置设置:可将CAD的原点位置修改在“左下”“左上”“右下”“右上” |
| 20 | 回拉参数:主要为了某些胶水粘连性强的情况下通过回拉把胶水断开 添加:添加回拉参数行 |
| 21 | 序号:序号 |
| 22 | 名称:回拉名称,表格弹框中显示 |
| 23 | 高度:相对回拉高度 |
| 24 | 长度:相对回拉长度 |
| 25 | 速度:回拉速度 |
| 26 | 类型: 倾斜后拉: 倾斜前拉 垂直后拉 垂直前拉 |
| 27 | 回拉前延时:单位ms |
| 28 | 回拉后延时:单位ms |
| 30 | 矩形涂胶:主要为了涂满整个矩形 添加:添加矩形涂胶参数行 |
| 31 | 序号:序号 |
| 32 | 名称:矩形涂胶名称,表格弹框中显示 |
| 33 | 间距:涂胶间距 |
| 34 | 类型: X方向:往X方向涂胶(目前只支持这个) |
| 40 | 开关胶配置: 添加:添加开关胶配置参数行 |
| 41 | 序号:序号 |
| 42 | 名称:开关胶配置名称,表格起点终点列中选择 |
| 43 | 开关:开关胶选择 |
| 44 | 提前滞后:相对于起点或者终点的提前开关胶或者滞后开关胶 |
| 45 | 值:根据mm还是ms决定值类型 |
| 46 | 毫米毫秒:选择单位 |
| 47 | 引入引出:在设置行为起点或者终点时往外引入或者引出一段轨迹,用于提前将轨迹跑起来,避免加减速引起胶水堆胶 |
1.左键-选中(选中前为红色,选中后为浅绿色)
| 序号 | 注释 |
| 1 | 直线 ①选中后会显示两个端点(起点,终点) ②左键按住拖动端点会固定别的端点,移动选中端点位置 ③拖动中间部分可以整体移动直线位置 |
| 2 | 三点圆弧 ①选中后会显示三个端点(起点,过度点,终点) ②左键按住拖动端点会固定别的端点,移动选中端点位置 ③拖动中间部分可以整体移动元素位置 |
| 3 | 圆 ①选中后会显示两个端点(圆心起点,过度点) ②左键按住拖动端点会固定别的端点,移动选中端点位置 ③拖动中间部分可以整体移动元素位置 |
| 4 | 点 ①选中后直线会显示一个端点(单点) ②左键按住拖动端点会移动端点位置 |
| 5 | Mark点(选中前为绿色,选中后为浅绿色) ①选中后直线会显示一个端点(十字单点) ②左键按住拖动端点会移动端点位置 |
2.Esc键
1.取消选中的CAD元素
3.鼠标滑轮
1.向上滑动,放大CAD
2.向下滑动,缩小CAD
3.按下滑轮拖动,拖动整个CAD
6.程序案例
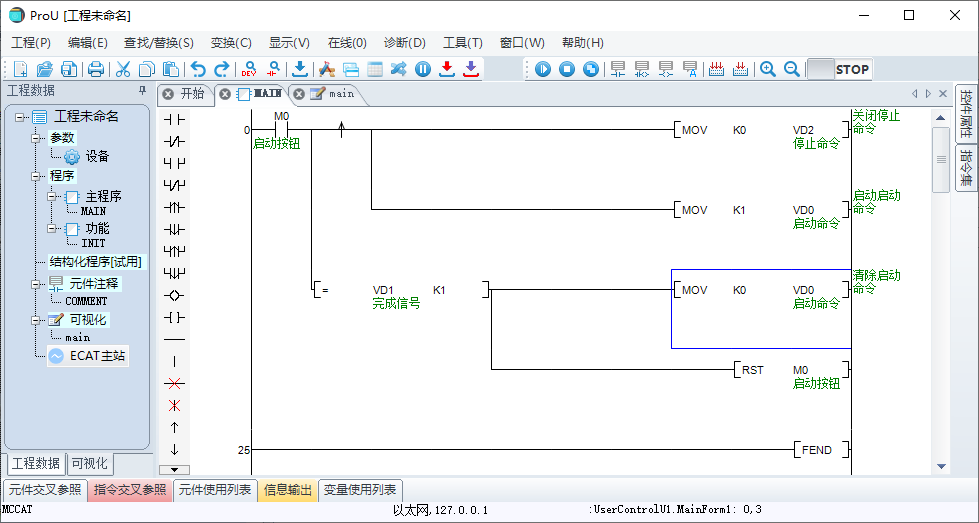
1.轨迹运行:在将轨迹设计好设为加工后,程序中将配置中的启动寄存器写1即可运行轨迹”
除了单步执行外,我们还可以右键定位到某个点
1.圆弧的起点,终点,过度点
2.圆的起点,圆心
3.直线的起点,终点
4.mark点的点
5.单点的目标点
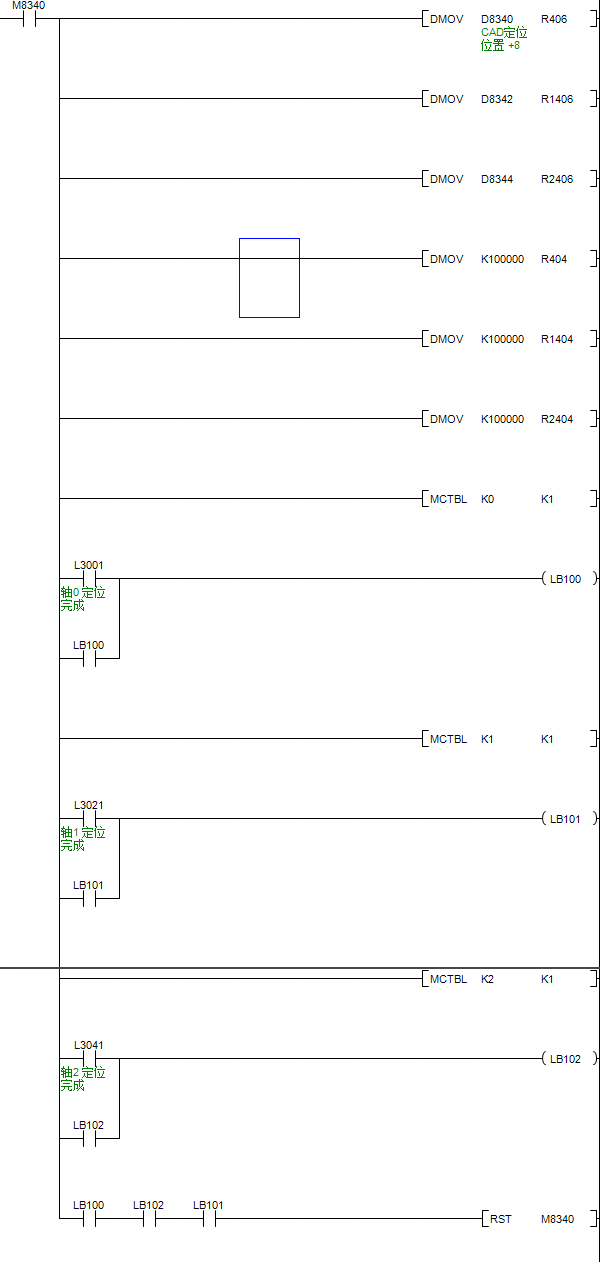
右键定位执行后,软件会触发M8340,会将目标点XYZ位置分别赋值到D8340,D8342,D8344,上图为案例程序,定位完成后复位M8340
右键定位的机械模型是旋转轴时,会将目标点XYZR位置分别赋值到D8340,D8342,D8344,D8346(5个小数),XYZR都为32位整形数据,其中XYZ数据10000代表1mm,R100000代表1°。
| Copyright © 2015 深圳市优易控软件有限公司 www.proutech.com |